💬 TPM って言葉は聞くけど、結局なにから手をつければいいのか、、、
💬 「全員参加」っていうけど、現場が動いてくれない、、、
💬 設備の故障やロスが減らない、、、。
そんな悩みにお答えします。
☑ 記事の内容
- TPM 活動とは何か (3つのゼロ・全員参加)
- オペレーターに必要な7つの能力
- 設備管理の基本と不具合の見える化
- 改善を加速する三種の神器と分析ツール
- ロス層別から段取り改善・安全活動まで
私は自動車メーカーの工場で改善活動の指導を10年以上行ってきました。実績を金額に換算すると1億円以上の改善を行なってきたいわゆる改善のプロです。
そんな私が解説していきます。
改善活動の全体像については ▶ 中小製造業の現場改善 完全ガイド にまとめています。TPM の中核である自主保全の進め方は ▶ 自主保全活動の進め方 もあわせてどうぞ。
9 章全体マップ ── どこから手をつけるかの地図
まずは TPM 活動全体を 1 枚の図で押さえます。
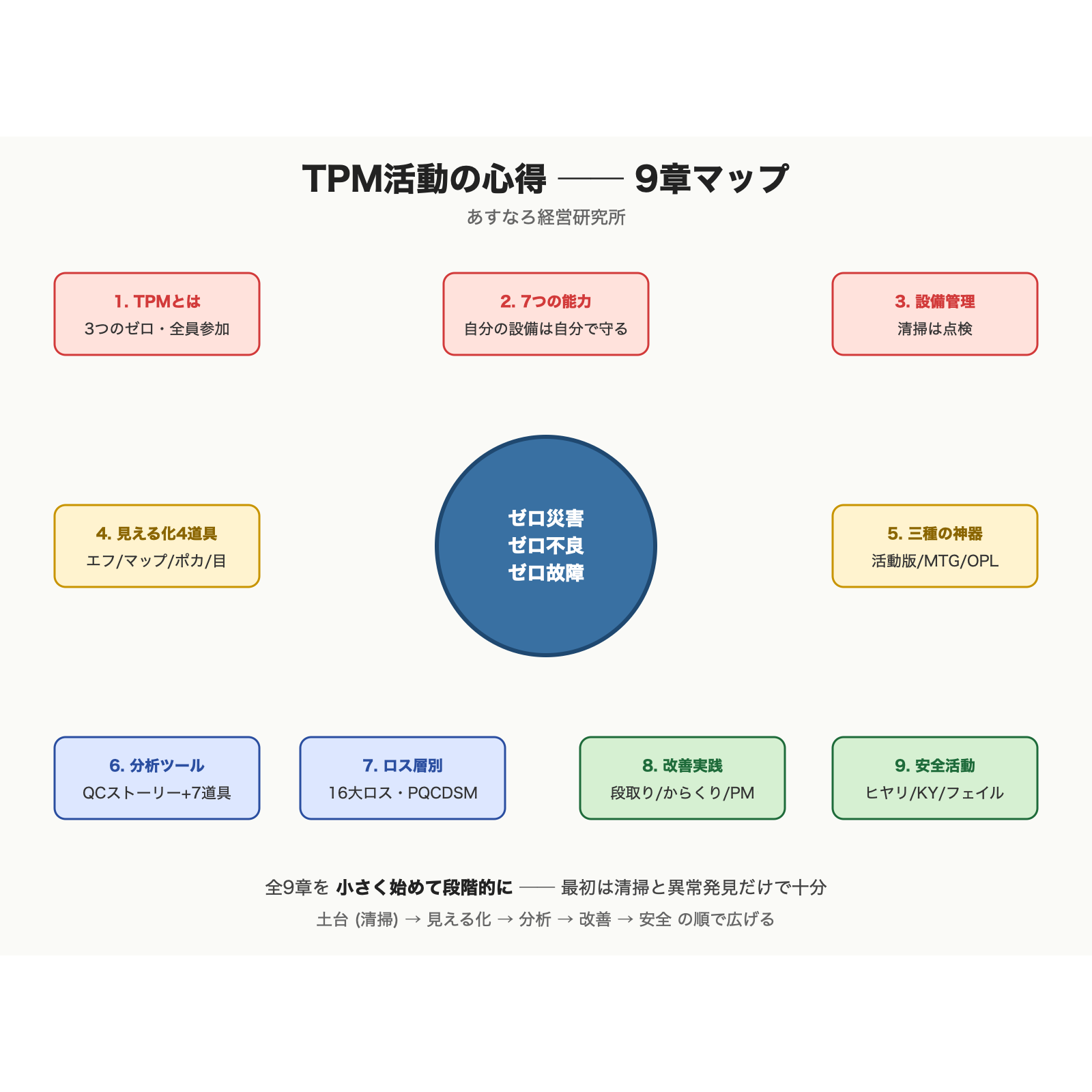
中心の 「ゼロ災害・ゼロ不良・ゼロ故障」 という到達点を、9 つの章 (上の赤 → 中央の黄 → 下の青/緑) で順に積み上げていく構造です。最初は 「3. 設備管理」と「4. 見える化」の基礎 から始めて、ここから順番に広げていくと挫折しません。
TPM 活動とは何か ── 全員参加で「3 つのゼロ」を実現する
TPM とは Total Productive Maintenance (全員参加の生産保全) の略です。生産部門だけでなく、開発・設計・営業・管理部門まで含めた 全社員が参加 して、ロスを徹底的に減らしていく活動です。
TPM 活動の合言葉は 「ゼロ・ゼロ・ゼロ」。
- ゼロ災害 ── けがゼロの職場をつくる
- ゼロ不良 ── 不良品ゼロをめざす
- ゼロ故障 ── 設備故障ゼロをめざす
このうち、TPM 活動の出発点になるのが 「ゼロ故障」 です。設備故障が減ると不良が減り、不良が減ると災害が減る ── という連鎖が起きるからです。
そして TPM を支える土台は 「成功体験」。「やってよかった」という小さな実感を全員が積み重ねることで、現場の改善体質が育っていきます。
「自分の設備は自分で守る」── オペレーターに必要な 7 つの能力
TPM の中心思想は 「自分の設備は自分で守る」。これを実現するために、オペレーターには次の 7 つの能力が必要です。
- 異常発見能力 ── 「いつもと違う」を察知する
- 処置・回復能力 ── 異常を見つけたらすぐ手を打つ
- 要因分析能力 ── なぜ起きたかを掘り下げる
- 改善実施能力 ── 再発しない仕組みを作る
- 条件設定能力 ── 設備の正しい使い方を決める
- 条件改善能力 ── 条件をよりよくする
- 条件管理能力 ── 決めた条件を守り続ける
これら 7 能力を育てるには、三現主義 (現場・現物・現実) が出発点。さらに 5 ゲン主義 (三現 + 原理・原則) で、なぜそうなるかの理屈まで踏み込みます。
設備管理の基本 ── 清掃は点検でもある
TPM 活動の最も基本的な姿勢は 「清掃は点検でもある」 です。
ただ綺麗にするだけが清掃ではありません。設備を触り、見て、においを嗅ぎ ── という五感を使った確認行為そのものが清掃です。だから清掃の本質は 異常を見つけること なのです。
そして清掃の目的は次の 3 つに整理できます。
- 「悪さ」は元から断つこと ── 汚れの発生源そのものを潰す
- 強制劣化は排除する ── ゴミ・粉じん・振動などが設備を痛める前に取り除く
- 基本条件を整備する ── 給油・増し締め・清掃の 3 大基本を徹底する
その上で、「設備のあるべき姿」を明確にする こと。これが TPM の出発点です。「正しい姿」が決まっていないと、何が異常かもわかりません。
不具合の見える化 ── 4 つの実践道具
不具合を発見し、対策につなげるためには 「見える化」 が欠かせません。TPM では次の 4 つの道具を使い分けます。
① エフ付け・エフ取り
不具合を見つけたら、その場所に エフ (タグ) を付けます。赤エフは「即修理が必要」、白エフは「計画的に対応」。直したらエフを外す ── これだけで現場の状態が一目でわかります。
② マップ (見える化マップ)
設備のレイアウト図に、不具合発生箇所をマーキングしていきます。どこに故障が集中しているかが図で見えるので、改善の優先順位が決まります。
③ ポカヨケ改善
「うっかりミス」を物理的に起きなくする工夫。例: 部品の向きを間違えると入らない治具・センサーで誤投入を検知する仕組み。人の注意力に頼らない のがコツです。
④ 目で見る管理
判断に必要な情報を「見ただけでわかる」状態にする。例: 油面ゲージに「適正範囲」の色帯・配管の流れ方向矢印・ボルトの締め付け位置にマーキング。誰が見ても同じ判断ができる のがゴール。
改善を加速する「三種の神器」
TPM 活動を継続させるには、現場で使う 3 つの道具があります。
- 活動版 ── 改善テーマ・進捗・成果を職場に掲示。全員が見える場所に置く
- ミーティング ── 短時間・高頻度 (週 1 回 15 分など)。改善案を持ち寄って即決する
- ワンポイントレッスン (OPL) ── A4 用紙 1 枚に「これだけは伝えたい」を書く。技能伝承の最小単位
そして改善を考えるときは ECRS の法則 (排除・結合・並べ替え・簡素化) で発想を広げます。詳しくは ▶ 改善の8原則 もあわせて読むと、改善の方向性が見えやすくなります。
分析ツール ── QC ストーリーと QC 7 つ道具
改善活動の「型」になるのが QC ストーリー (テーマ選定 → 現状把握 → 目標設定 → 要因解析 → 対策立案 → 効果確認 → 標準化 → 反省) です。
そして要因解析で使うのが QC 7 つ道具。
- パレート図 ── 大きい順に並べて重点を決める
- 特性要因図 (魚の骨) ── 原因を 4M (人・設備・材料・方法) で整理する
- グラフ ── 数字を視覚化する
- 管理図 ── ばらつきの範囲を可視化する
- チェックシート ── 出現頻度を記録する
- ヒストグラム ── 分布を見る
- 散布図 ── 2 つの変数の関係を見る
このうち パレート図と特性要因図 の 2 つだけは必ず覚えてください。改善のテーマ選定と要因分析の 9 割はこの 2 つで済みます。
ロスの洗い出しと層別 ── 16 大ロスで現場を見える化する
TPM 活動の核心は 「ロスを徹底的に洗い出す」 こと。そして洗い出したロスを 層別 していきます。
代表的な層別の枠組みは 16 大ロス。設備効率を阻害する 8 つのロス、人の効率を阻害する 5 つのロス、原単位を阻害する 3 つのロスの合計です。詳しくは ▶ 16 大ロスの解説 をご覧ください。
ほかにも次の 2 つの軸で層別すると、改善が進めやすくなります。
- PQCDSM ── 生産性・品質・コスト・納期・安全・士気の 6 軸でロスを分類
- 難易度別 ── 「すぐ直せる」「準備が必要」「投資が必要」の 3 段階
「ヒトのロス」は IE 手法 (動作分析・時間分析) を活用すると、数字で原因が見えてきます。
改善の実践 ── 段取り・からくり・なぜなぜ・PM 分析
洗い出したロスに対して、実際に改善を回す方法を 4 つ紹介します。
段取り改善 (SMED)
段取り時間を短くする改善です。3 つの視点で攻めます。
- 「探す時間」の改善 ── 工具・治具の定位置管理
- 外段取り化 ── 設備を止めずにできる準備を増やす
- 内段取りの効率化 ── 設備を止めている時間を短くする
からくり改善
動力 (電気・空気) を使わず、重力・てこ・ばね などで動く仕組み。安価・故障しない・電気が要らないの 3 拍子。
なぜなぜ分析
原因を 5 回問い直して真因にたどり着く手法。TPM では 2 つのアプローチを使い分けます。
- あるべき姿からのアプローチ ── 「本来こうあるべき」とのギャップを問う
- 原理・原則からのアプローチ ── 物理・化学の法則から考える
なぜなぜ分析でつまずきやすいポイントは ▶ なぜなぜ分析の NG ワード 10 選 で詳しく解説しています。
PM 分析
Phenomena (現象) × Mechanism (原理) を組み合わせて、慢性的な不良の真因を物理的に解明する手法。複雑な不良に有効です。
安全活動 ── 災害を未然に防ぐ仕組み
「ゼロ災害」を実現するには、日常的な安全活動が欠かせません。
ヒヤリハットの対策
「あっ」と思った瞬間を全員で共有し、対策を打つ活動。1 件の重大災害の裏には 300 件のヒヤリハットがある (ハインリッヒの法則) と言われます。
黄エフの活用
赤エフ・白エフに加えて 黄エフ (危険箇所表示) を使う。エフ取りを通じて職場の危険を一つずつ潰していきます。
非定常作業の安全確保
定常作業 (毎日の作業) より、非定常作業 (段取り替え・修理・点検) で災害が起きやすい。手順書を整え、開始前の KY (危険予知) を必ず実施します。
災害予防のツール
- KYK (危険予知活動) ── 作業前の 3 分間で危険箇所を共有
- KYT (危険予知トレーニング) ── イラストを使って予測力を養う
- フェイルセーフ ── 故障しても安全側に倒れる設計
- フールプルーフ ── 誤操作しても危険にならない設計
まとめ ── TPM は「全員で・小さく・続ける」
記事のまとめです。
- TPM は ゼロ災害・ゼロ不良・ゼロ故障 を全員参加で実現する活動
- オペレーターは 7 つの能力 を身につけ、「自分の設備は自分で守る」
- 清掃は点検 ── 五感を使って「いつもと違う」を見つける
- 見える化は エフ付け・マップ・ポカヨケ・目で見る管理 の 4 つの道具で
- 改善は 三種の神器 (活動版・ミーティング・OPL) で日常化
- 分析は QC ストーリー + QC 7 つ道具。特にパレート図と特性要因図
- ロスは 16 大ロス・PQCDSM・難易度 の 3 軸で層別
- 改善実践は 段取り・からくり・なぜなぜ・PM 分析 を使い分ける
- 安全は ヒヤリハット → 黄エフ → KY → フェイルセーフ の重層防御
TPM 活動の心得 9 章について解説しました。
すべてを一度にやろうとすると挫折します。コツは 「最初は清掃と異常発見だけ」。それで小さな成功体験を積んでから、見える化 → 分析 → 改善実践 → 安全 と段階的に広げていきましょう。そんなわたしも、TPM の指導現場では最初の半年は「清掃」しかやりませんでした。土台ができてからのほうが、改善がぐっと深くなります。改善活動全体の地図は ▶ 中小製造業の現場改善 完全ガイド にまとめています。